Machine Vision in Industrial Automation Environments: Solution Overview
Available Languages
Bias-Free Language
The documentation set for this product strives to use bias-free language. For the purposes of this documentation set, bias-free is defined as language that does not imply discrimination based on age, disability, gender, racial identity, ethnic identity, sexual orientation, socioeconomic status, and intersectionality. Exceptions may be present in the documentation due to language that is hardcoded in the user interfaces of the product software, language used based on RFP documentation, or language that is used by a referenced third-party product. Learn more about how Cisco is using Inclusive Language.
As the industrial landscape undergoes a rapid digital transformation, machine vision has emerged as a critical catalyst for operational excellence. Organizations across the globe are aggressively investing in vision systems to unlock unprecedented levels of product quality, production efficiency, and worker safety.
Today, this evolution is defined by smart vision systems that transform raw visual data into actionable, real-time operational intelligence. At the heart of this transition is Artificial Intelligence (AI)-driven machine vision, which provides levels of precision, speed, and safety that legacy, rules-based systems simply cannot match. However, the true potential of these sophisticated applications is only as robust as the network infrastructure supporting them; without a high-performance, deterministic foundation, even the most advanced AI models cannot deliver the reliability required for modern industrial operations.
Traditionally, industries have used rule-based systems that operate by applying predefined, deterministic rules to analyze images and make decisions. Because they follow fixed algorithms to detect specific features or patterns in images, these systems face several operational challenges, including limited adaptability to changing conditions, high levels of complexity in managing and updating numerous rules, and added operational overhead for maintenance and monitoring. These limitations make rule-based systems fragile and difficult to scale effectively.
AI-based machine vision systems offer significant advantages over rule-based systems, as they leverage advanced Machine Learning (ML) and AI algorithms to handle greater variability and complexity in manufacturing environments. These systems can:
● Provide scalable, flexible, and resilient solutions that surpass the limitations of rule-based approaches, enabling more consistent, reliable, and intelligent inspection and decision making in modern operations
● Adapt to changing lighting and environmental conditions, improving precision in quality control and reducing false failures
● Enable higher-speed, more accurate inventory management and traceability, better real-time robotic coordination, and enhanced safety monitoring
AI-driven machine vision systems rely on high-bandwidth, low-latency networks with precise synchronization, traffic prioritization, and Power over Ethernet (PoE), and they leverage advanced AI/ ML technologies to provide these benefits.
This document examines the essential role of the network and highlights how Cisco's industrial networking solutions facilitate the shift from rule-based systems to AI-powered systems, helping manufacturers move from simple automation to intelligent, adaptive production
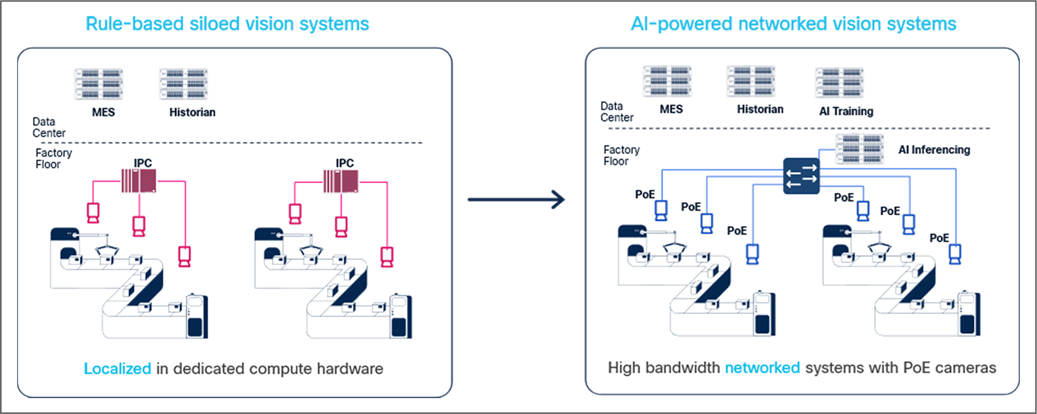
Transition from strict rule-based system to intelligent flexible system with a capable network
Key use cases for machine vision
Machine vision serves as the powerhouse of modern industrial automation, driving critical gains in production efficiency, safety, and quality. Key use cases include:
● Performing precise product quality assessments to identify anomalies. Unlike rule-based systems that can struggle with environmental variations, AI-driven vision can adapt to changing conditions, such as lighting or environmental factors.
● Coordinating complex robotic operations such as pick-and-place tasks and tool placement. AI technologies allow for the processing of more granular images at higher speeds, which is essential for these tasks.
● Scanning products or containers for text or barcode data. AI-driven systems demonstrate a higher success rate in identifying and reading barcodes or character-based data on inventory and assets.
By leveraging AI and ML, these systems also assist personnel in becoming more effective and efficient while enabling more robust, adaptive automation across production lines.
For decision makers, the adoption of AI-driven machine vision isn't just about upgrading technology; it's about driving tangible business outcomes. The benefits are wide-reaching:
● Increased output and reduced waste: Traditional vision systems are often plagued by "false fails"-instances in which a product is incorrectly identified as defective. AI models, which can adapt to changing lighting and environmental conditions, drastically reduce these errors, keeping production lines moving and minimizing scrap.
● Improved product quality: AI allows granular inspection at speeds that human operators or traditional sensors cannot match. Whether it's identifying microscopic anomalies in a circuit board or ensuring perfect alignment on a beverage line, AI-driven systems provide a level of quality assurance that protects brand reputation.
● Enhanced Operational Equipment Effectiveness (OEE): Machine vision isn't just for inspection; it's for coordination. By providing real-time feedback to robotic systems, vision-enabled automation can optimize motion paths and timing, directly boosting asset utilization and throughput.
● Improved worker and equipment safety: Vision systems can act as a "third eye" on the factory floor, identifying unsafe conditions or unauthorized personnel in proximity in real time, effectively creating a safer environment for human-machine collaboration.
While the benefits are clear, the path to implementation is fraught with challenges. Machine vision systems are not typical in IT applications; they operate in the harsh, high-stakes environment of cell/area zones in production environments.
The bandwidth bottleneck: Connecting multiple high-resolution vision cameras to a single switch generates massive aggregate traffic, necessitating both high-bandwidth access and 10 Gigabit Ethernet (GE) uplink ports on the switch, alongside a high-capacity network infrastructure to prevent critical data bottlenecks.
The cabling problem: Traditionally, deploying a camera required three separate cables: one for data, one for power, and one for I/O signaling (to trigger the camera). These added significant cost, complexity, and points of failure. In a large-scale deployment, this cabling overhead-as well as necessitating dedicated power outlets for every camera-can become a major barrier to entry.
Latency and jitter: Machine vision systems rely on rapid, predictable communication to execute high-speed tasks like defect detection or robotic sorting. Delays in data transmission can cause a "late" visual trigger, resulting in a robotic arm missing a fast-moving part on a conveyor belt or a faulty item passing through quality control before a gate can close. Jitter in the network can be disruptive because it destroys the temporal synchronization required for precision; if the arrival of image data is inconsistent, the system cannot reliably calculate the exact position of a moving object. Together, these network instabilities lead to decreased throughput, increased scrap rates, and potential safety hazards where human-robot collaboration is involved.
Security concerns: By connecting vision systems to the network, you are effectively expanding the attack surface of your factory. Protecting intellectual property-such as product designs and process innovations-against cyberthreats is no longer optional.
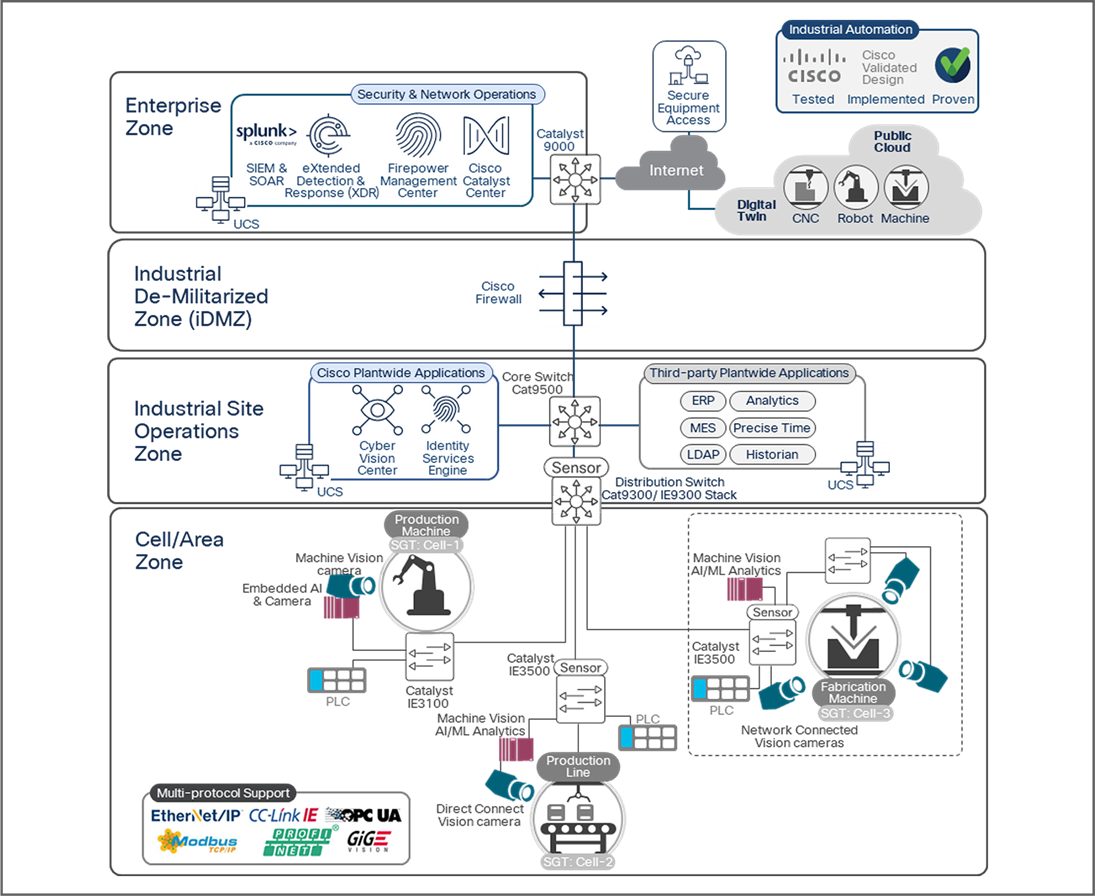
Cisco's architecture for AI-powered machine vision system integrates networking, edge processing, security, and management
Enabling technologies and architecture
Cisco's approach to machine vision is built on the foundation of seamless data flows between IT and OT domains. Our architecture, centered on the Cisco® industrial switching portfolio and the Cisco Catalyst™ 9300 and 9500 Series distribution and core switches, solves the challenges mentioned above through four key pillars:
1. High-bandwidth connectivity
Cisco's industrial portfolio is designed to handle the bursty, high-volume traffic patterns of modern AI cameras. With 1, 2.5, and 10 GE ports, our switches help ensure that image data moves from the camera to the analytics platform without delay, regardless of the resolution or frame rate.
2. PoE efficiency
Cisco's industrial switches support advanced PoE capabilities (including 4PPoE/90W) that allow the switch to deliver power, data, and synchronization over a single Ethernet cable. This "one-cable" approach drastically reduces installation time, material costs, and maintenance complexity, making it easier to scale from a few cameras to hundreds.
3. Deterministic timing with Precision Time Protocol (PTP)
This is perhaps the most critical innovation for high-speed production. Through the IEEE 1588 Precise Time Protocol (PTP), Cisco switches act as the "master clock" for the factory floor. By synchronizing the clocks of every camera, controller, and GPU server to within sub-microsecond accuracy, we eliminate discrete I/O trigger wiring. Cameras capture images at the exact same instant, enabling advanced 3D reconstruction and high-speed inspection with perfect timing.
4. Support for GigE Vision
To ensure the effective deployment of machine vision systems, Cisco provides robust support for the GigE Vision standard by integrating it into its industrial networking and security architecture. Cisco Industrial Ethernet switches are specifically designed to handle the high-bandwidth, bursty nature of GigE Vision Streaming Protocol (GVSP) traffic while maintaining low-latency communication for GigE Vision Control Protocol (GVCP) This infrastructure allows for the secure, resilient, and scalable integration of machine vision systems into the broader industrial automation environment.
Protecting the digital factory
In an era of increasing cyberthreats, security cannot be an afterthought. Cisco integrates security directly into the network fabric, helping ensure that your vision systems are protected without compromising production availability.
● Cisco Cyber Vision® combines the three OT security capabilities every industrial organization needs into a single, network-native solution: continuous visibility into your OT security posture to help reduce the attack surface, AI-assisted network segmentation to protect industrial operations, and secure remote access to control risks from remote experts.
● With Cyber Vision you can identify every camera, IPC, and server on the network and flag any anomalous behavior.
● Segmentation with Cyber Vision allows you to microsegment the network to help ensure that a camera can communicate only with its designated vision server. If a device were to become compromised, the threat would be unable to move laterally to other critical assets or production lines.
● Systems integrators and vendors often need remote access to tune vision systems. Cyber Vision allows for auditable, role-based, and time-bound remote connections, eliminating the risk of uncontrolled access.
Choosing your deployment model
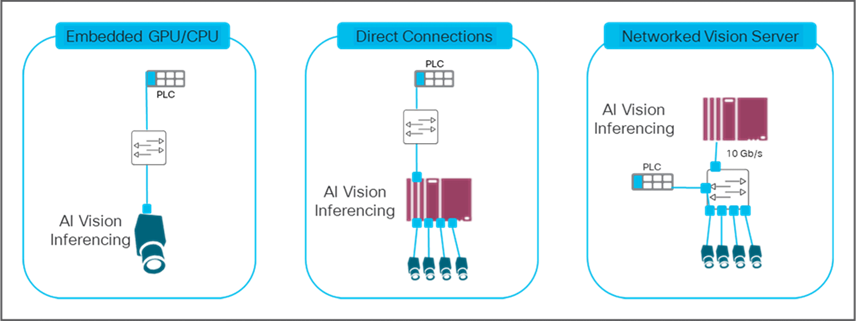
Cisco architecture gives you flexibility in deploying your AI-powered vision system
Cisco's solution is flexible enough to support the three primary deployment models used in industry today:
● Embedded: The AI processing happens inside the camera. This is ideal for simple, localized inspection tasks where network traffic must be kept to a minimum, where monitoring of process steps is critical, and when there is no need to send continuous, high-bandwidth raw image streams across the network.
● Direct connect: Cameras are connected to a local industrial PC (IPC). This is the "sweet spot" for high-speed, low-latency feedback where the IPC sits right next to the cameras, when the network lacks high-speed support, and where only a small number of cameras are deployed.
● Networked vision server: This is the most scalable model. Cameras connect via Cisco switches to a centralized server. This allows manufacturers to consolidate their compute resources and train AI models using data from across the entire plant. It is ideal for organizations that want to optimize the use of server resources by sharing them across several cameras, and in which multiple cameras must work together to coordinate inspections.
Organizations are urged to prioritize the adoption of AI-driven machine vision to maintain a competitive edge in an increasingly automated landscape. This technology represents a critical shift from legacy rules-based systems to adaptive, high-speed analytics that drastically improve product quality, maximize operational efficiency, and enhance worker safety. By integrating AI-driven vision, organizations can significantly reduce waste from false fails, optimize asset utilization, and unlock complex new automation use cases that were previously unattainable. Organizations that delay this transition risk falling behind in an industry where data-driven, real-time decision making has become the new standard for operational excellence.
The transition to AI-driven machine vision is not just a technology upgrade; it is a strategic imperative. As global competition intensifies, the ability to produce higher-quality goods at lower costs-and with greater flexibility-will separate the leaders from the laggards.
Manufacturers do not have to navigate this digital transformation alone; they can lean on Cisco's proven expertise to accelerate their path to success. By utilizing Cisco's validated industrial designs, manufacturers can quickly move beyond the pilot and deploy vision systems across the entire enterprise.
Our validated designs provide the blueprint to:
● Reduce risk and accelerate time to value: Significantly reduce installation time and labor costs and realize the business benefits of AI-driven production faster and with greater confidence.
● Strengthen security: Protect your production environment from the ground up. This helps ensure that as you scale, your vision systems remain secure against modern threats without sacrificing the high availability required for continuous, real-time industrial operations.
● Ensure consistent performance and scalability: Avoid common bottlenecks and ensure that your vision data remains deterministic and maintains performance as your infrastructure expands.
The factory of the future is already being built. It is faster, smarter, and more efficient than ever before. With Cisco as your networking partner, you can ensure that your factory floor is not just ready for the future but actively driving it.
If you are ready to take the next step in your digital transformation, look to your network. It is the silent engine of your success.
● Machine Vision in Industrial Automation Environments Design and Implementation Guide
● Basler and Cisco: Accelerating AI-Driven Machine Vision White Paper
● Cognex and Cisco: Accelerating AI-Driven Machine Visioning White Paper
● AI-Ready Industrial Network for Manufacturing solution overview
● All Cisco Validated Designs for digital manufacturing